Сравнение
Избранное
Корзина
Сварка MIG-MAG, она же сварка с помощью полуавтомата, самая распространенная среди профессионалов и по популярности постепенно приближается к ручной дуговой MMA — сварке электродом. Если задумались освоить этот метод, первое с чего нужно начать, выбрать сварочный полуавтомат.
Этот тип сварочной техники представлен:

Для начала выясним:

Минимальный набор MIG-MAG сварщика не отличается мобильностью: баллон с газом, редукторы, шланг, сама горелка и проволока на катушке весят в разы больше электродов.
Для специалиста сварочного дела преимущества MIG-MAG сварки оказываются важнее.
Выбор следует делать после четкого понимания предстоящего перечня задач, где будет применяться сварочный полуавтомат: после этого появится понимание требуемой мощности, силы тока и комплектности прибора.
Главный параметр среди полуавтоматов, поскольку от него зависит толщина обрабатываемого металла. При типе сварке MIG-MAG значение имеют минимальные и максимальные показатели.
Максимальная сила тока полуавтоматического аппарата в прямой зависимости с толщиной металла, которую способен прожечь. Большая сила тока означает, что доступна большая толщина проплавляемого материала.
Если не соблюдать данную зависимость, есть вероятность не проварить заготовку: швы останутся на поверхности, соединение будет с браком.
Когда требуется соединить заготовки с минимальными толщинами, стоит обратить внимание на минимальные значения сварочных токов. Например, сварить бак из листовой стали и не прожечь насквозь стенки будет возможно, если ток аппарата составит 10-20 ампер.

Таблица толщин металлов и сварочных токов. Усредненные рекомендованные данные по силе тока.
Режим ожидания полуавтомата — это когда агрегат включен, но еще не разожглась дуга. При этом сварочник поддерживает некий уровень тока в диапазоне 40-90 В, находясь в готовности возбудить дугу, если замкнуться контакты между проволокой и деталью.
Высокое значение тока на холостом ходу означает более легкий розжиг.
Оборудование следует подбирать учитывая предстоящие работы. Хотя полуавтоматическому сварочному аппарату доступны различные толщины сварочной проволоки, чтобы произвести ее замену, потребуется перенастроить и весь механизм подачи: кабельные каналы, ролики и канавки.
Больший диаметр сварочной проволоки позволит формировать крепкое соединение на заготовках из более толстого металла.

Продолжительность включения сварочного полуавтомата, не менее важная характеристика чем сварочный ток.
По общепринятому стандарту за основу расчета берется цикл 10 минут и температура окружающей среды 40 градусов Цельсия. Производитель выявляет и указывает время постоянной работы в этом цикле на максимальном токе до полного отключения от перегрева. В конечном итоге, важно в каком интервале способен работать аппарат. Данные указывают в процентах.
Например, увидев значения характеристики ПН в 40% нужно понимать, что сварочный полуавтомат на максимальном токе способен работать 4 минуты из 10 минутного цикла, 6 минут ему потребуется на остывание.
Высокие значения полезной нагрузки, как правило, заинтересуют профессионалов сварщиков, использующих оборудование в технологических процессах.
В среднем, мастеру не требуется работать без остановки более пяти минут: необходимы перерывы в которых подготавливаются и подгоняются заготовки.
Полуавтоматические сварочные аппараты по способу управления делятся:
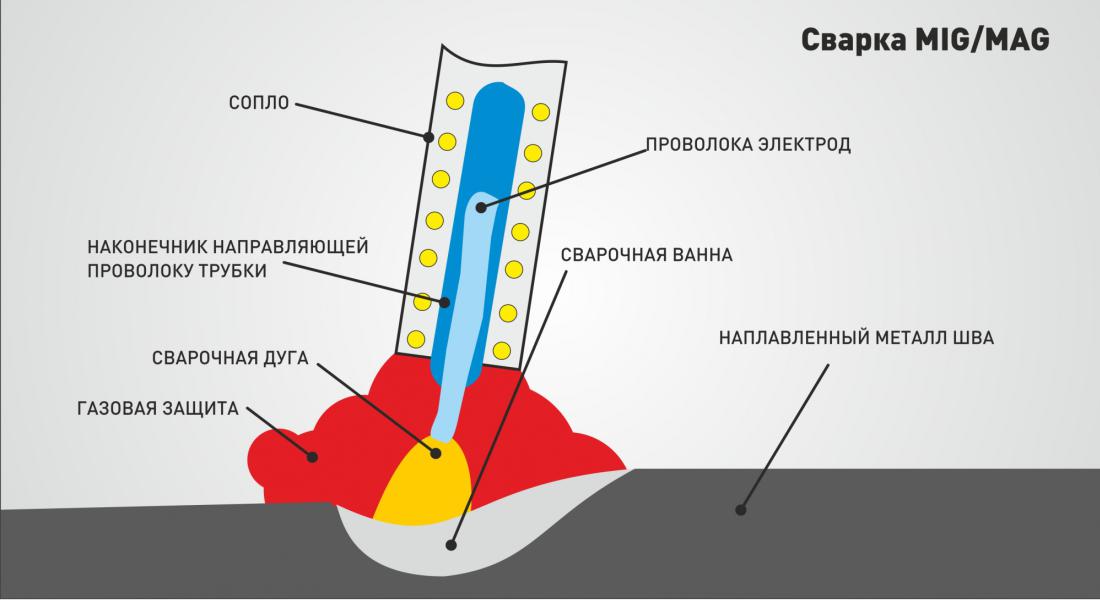
В MIG-MAG сварке используется проволока со сплошным сечением, чтобы варить с использованием газа, а также флюсовая проволока, с порошковым покрытием для работы которой не требуется среда защитного газа.
При выборе аппарата будьте внимательны: не всем моделям доступна работа с различными видами проволоки.
Помимо основных возможностей сварочный агрегат MIG-MAG может быть оснащен:
Вышеперечисленные дополнения существенно расширят перечень доступных задач, однако, усложняют конструкцию и неизбежно приведут к удорожанию.

У полуавтоматов может быть огромная разница в весе: небольшие компактные машины для мастерской и гаража весят 12-15 кг, в то время как промышленные образцы с полным комплектом вспомогательных механизмов будут тяжелее 100 кг.
Баллон с газом, шланги, блок охлаждения, выносной механизм подачи проволоки крепятся на специальной тележке, которую удобно перемещать в пространстве цеха или мастерской.

Эта часть полуавтомата может быть встроена в корпус, если это компактный вариант для гаража. При выборе лучше выяснить заранее какие диаметры катушек с проволокой можно устанавливать в корпус.
Выносной механизм подачи позволит выполнять задачи на удалении от основного агрегата. Выносной механизм чаще выбирают для работы на производствах.
На примере выберем сварочный полуавтомат для конкретных целей.
Допустим, что сварочного опыта мало, и понимаем, что работать будем периодически.
В гараже или мастерской напряжение сети составляет 230 вольт.
Планируется сваривать заготовки от 1 до 4 мм.
В этом случае нужен полуавтомат со значением силы тока 30-200 Ампер — наиболее подходящий показатель для подобных задач.
Показателя холостого хода в 40-70 Вольт будет достаточно.
Полезной нагрузки в 40% хватит, чтобы формировать надежные соединения.
Выбор синергетики в управлении упростит освоение этого типа сварочной техники.

Перед тем как приступить непосредственно к работе необходимо доукомплектовать рабочее место:
 Распродажа
Распродажа
 Акция MAKITA
Акция MAKITA